
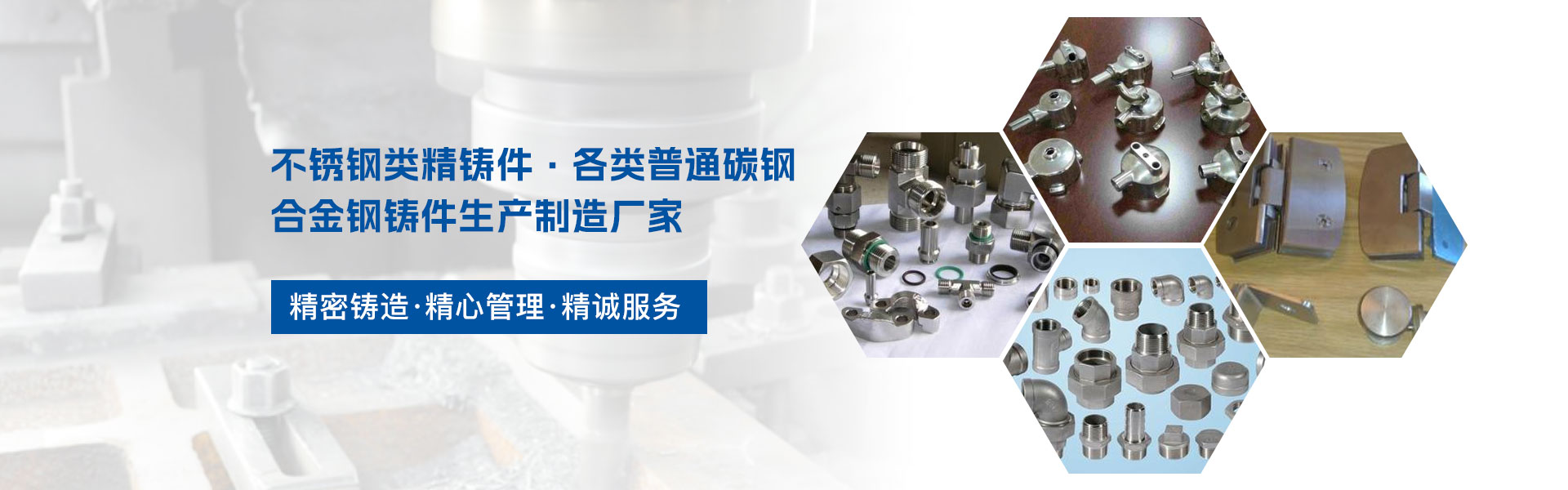
產(chǎn)品名稱:精密鑄造件
成型工藝:高壓鑄造
加工周期:1-3天
表面處理:拋光 拋丸 酸洗
打樣周期:4-7天
供貨方式:可送貨上門
生產(chǎn)精密鑄造件要控制好尺寸:
1.灰鑄鐵�,球墨鑄鐵的尺寸公差按GB6414-1999之規(guī)定。質(zhì)量公差按GB/T11351-89之規(guī)格���,這個(gè)標(biāo)準(zhǔn)適用于砂型鑄造���。
2.鑄鋼件的尺寸公差:JB2580-79。
3.各種精密鑄造產(chǎn)品幾何尺寸的檢驗(yàn)主要用卡尺���、千分尺����、卡規(guī)��、量規(guī)及路規(guī)�,成批生產(chǎn)可用專用工量具測量。
1.鑄件裂紋問題嚴(yán)重�。
2.大型鑄件偏析和夾雜物缺陷嚴(yán)重。大型鑄鋼件和大型鋼錠在凝固結(jié)束后����,在冒口根部�、鑄件的厚大斷面存在宏觀偏析���、晶粒粗大問題��。
3.模擬軟件應(yīng)用不普及��。我國的鑄造業(yè)計(jì)算機(jī)模擬起步較早���,雖然核心計(jì)算部分開發(fā)能力較強(qiáng),但整體軟件包裝能力較差���,導(dǎo)致成熟的商業(yè)化軟件開發(fā)遠(yuǎn)落后于發(fā)達(dá)國家�����,相當(dāng)一部分鑄造企業(yè)對計(jì)算機(jī)模擬技術(shù)望而卻步,缺乏信任���。
4.普通鑄件的生產(chǎn)能力過剩�,高精密鑄件的制造依然困難�,核心技術(shù)和關(guān)鍵產(chǎn)品仍依賴進(jìn)口����。
5.精密鑄造加工余量大�����。由于缺乏科學(xué)的設(shè)計(jì)指導(dǎo)�����,工藝設(shè)計(jì)人員憑經(jīng)驗(yàn)難以控制變形問題�,鑄造的加工余量一般比國外大1—3倍。加工余量大�,鑄件的能耗和原材料消耗嚴(yán)重,加工周期長�,生產(chǎn)效率低,已成為制約行業(yè)發(fā)展的瓶頸�。
6.澆注系統(tǒng)設(shè)計(jì)不合理。由于設(shè)計(jì)不當(dāng)�����,存在卷氣�、夾雜等缺陷,導(dǎo)致鑄件出品率和合格率低���。










 微信掃一掃
微信掃一掃